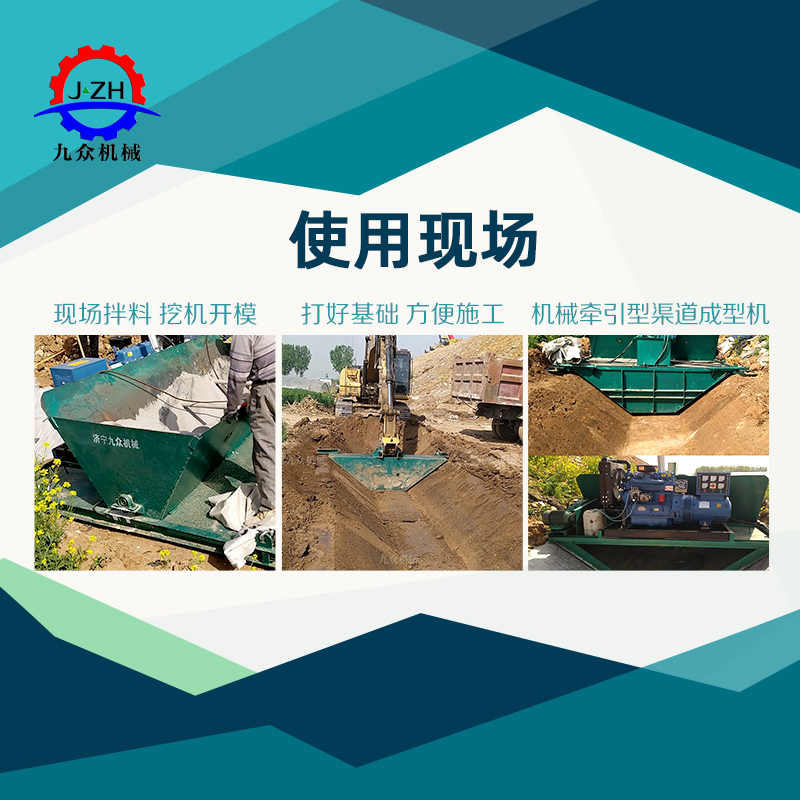
混凝土渠道浇筑成型机 U型渠道成型机 九众厂家
U型槽机械设备改进过程分三步完成
一步改进,增加长度测量装置和飞锯,当压制长度达到设定的长度时飞锯动作,自动切断型材。
二步改进,加一台打边孔的液压冲孔设备,一次同时冲四个孔,飞锯从中间切断,这样就形成了相邻两段C型钢的头、尾各两个边孔。
三步改进,再增加一台打中孔的设备,在带钢压制过程中按用户设定的间距冲出中孔,较大可以打16个中孔。第四步改进,针对新型C型钢要求在型材中部打出双孔的要求,将边孔4孔冲孔模具改为2孔模具,修改打边孔的程序,使得边孔冲压设备能够在中部打出双孔,并且孔距由用户设定,较大可以打8组双孔。






水渠成型机设备在日常使用中,难免会遇到一些小问题,那如何规避这些小问题的出现?下面渠道成型机就来了解下:
1:水泥管内壁顺直度不均匀,构成水泥管内壁不均匀的原因主要是在备料过程中,参与水泥管的水泥比例不均匀,某个区域参与的水泥已超越水泥管模具挡圈的厚度,辊轴施加的辊压力不能作用于整根管子,使模具出现剧烈跳动。操作工在上岗前先进行必要的练习辅导,误必要把水泥搅拌均匀、接连得参与模具内。
2:水泥管出现裂痕,水泥管经过悬辊式水泥制管机辊轴高速辊压后,没有经过降速直接停机构成,蒸汽维护没有经过升温进程直接高温蒸养构成。水泥制管机出产应严格按照操作规程,低速喂料,高速辊压、缓慢降速缺一不可。水泥管蒸养应按照低温1小时,高温2小时、降温1小时,避免温度忽高忽低,确保水泥管成型质量。
3:水泥管外壁不整洁,脱模后没有将水泥管模具内壁上残留的混凝土清理干净,混凝土搅拌机搅拌完成混凝土后长时间没有运用,水泥质量存在问题,有漏浆或企口板不严等问题。脱模后必须将模具内壁上的混凝土用东西收拾洁净,而且均匀涂抹脱模剂。检修水泥管模具,如果出现漏可以在接口处加麻绳,确保模具接口密实,严格控制水泥的比例。